
How to Properly Dress a Grinding Wheel
Dressing your Grinding Wheel keeps it true and free from particle buildup. This enhances grain exposure and abrades away some bond. The result is a more true ground surface and better, more precise, grinding of the material.
How do I dress my grinding wheel?
The information below talks mostly about the various ways to dress a Valve Seat Stone, however, these same principals apply to dressing any grinding stone with regard to opening the pores of the stone for a more aggressive cut to a smoother dressing of the stone for a less aggressive cutting action.
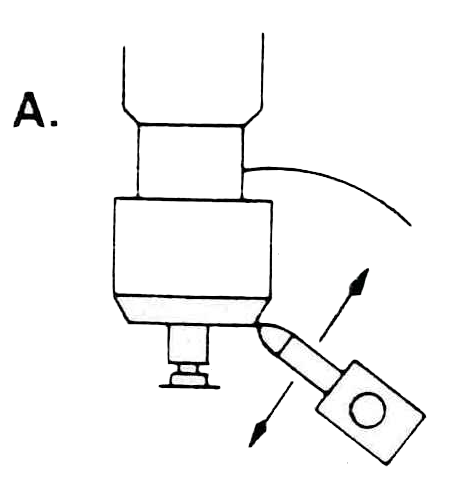 A. Index the angle needed for the stone and contact the diamond to the abrasive surface. Use a uniform medium traverse, with .001/.004 infeed for general purpose usage.
A. Index the angle needed for the stone and contact the diamond to the abrasive surface. Use a uniform medium traverse, with .001/.004 infeed for general purpose usage.
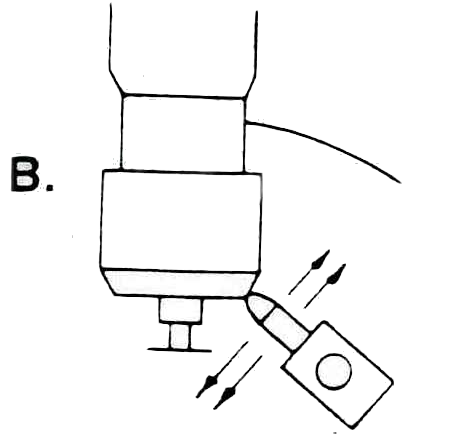 B. To make the abrasive work as if it is softer (grind more aggressively), use a faster traverse but retain the same approximate feed as in “A”.
B. To make the abrasive work as if it is softer (grind more aggressively), use a faster traverse but retain the same approximate feed as in “A”.
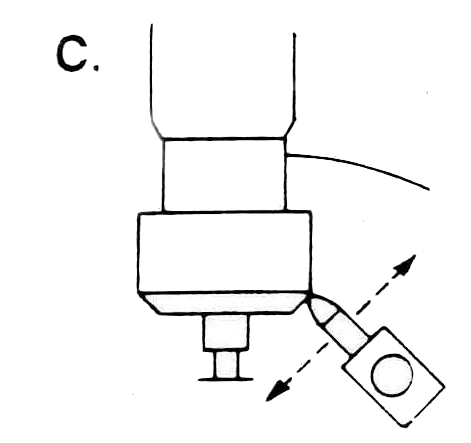 C. To make the abrasive work as if it is harder (grind a more smooth surface), use a slower traverse and a finer amount of infeed (.001/.002 maximum).
C. To make the abrasive work as if it is harder (grind a more smooth surface), use a slower traverse and a finer amount of infeed (.001/.002 maximum).
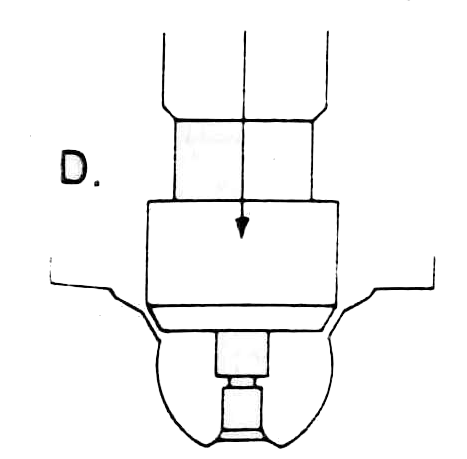 D. Down pressure (or infeed) during grinding also increases cutting action, but too aggressive will cause stone to lose form faster, requiring more frequent truing with the dresser diamond.
D. Down pressure (or infeed) during grinding also increases cutting action, but too aggressive will cause stone to lose form faster, requiring more frequent truing with the dresser diamond.
Also, keep in mind that how a stone is dressed is only one component that matters. Other things that can have an effect on how your stone works are things like coolant mix and the level of debris in the mix. The amount of force used and speed of rotation. And even if all these things are at their best you could just have the wrong kind of stone for the metal you are trying to grind.
Take a Flywheel Grinding situation for example. If the stone gets loaded up with gummy or dirty coolant it begins to polish the surface rather than cut. This can cause it to take much longer to finish a job, cause the grinding motor to get very hot, and in some extreme cases even leave the flywheel less than completely flat. Flywheels develop “hot spots” where the metal has been hardened in spots which makes grinding with a harder stone not work as well as using a softer stone material.
Related posts

CBN Grinding Wheels
Probably the best part is that they last longer. On average, you can expect a CBN grinding wheel to last about 10 times longer than a comparable standard flywheel grinding stone.

Tips to Improve Your Valve Grinding
Productivity and accuracy are the goals to strive towards when performing valve grinding operations. Here are some "Pro Tips" to help you get the most from your engine valve grinding process.

What to know about Diamond Dressers
A diamond dresser is a tool that has one or more diamond(s) mounted on a shank by sintering. It is used to true and "dress" grinding wheels.

CUMMINS ISX / QSX INJECTOR CASTING REPAIR TOOLING USAGE
This is a brief "walk-through" of rebuilding the casting injector seat. If you have never done this kind of operation you should NOT use this information as your only instruction.