How to Correctly Measure Valve Stem Length
 This is one of those topics that has brought about much debate for some reason. Valve Refacing Machines use Chucks to hold the valve by the valve stem and they have what is called “Minimum Valve Stem Length” that they are able to hold on to. But how exactly do you determine if that “Minimum” is going to be good enough for your needs if you don’t know how to correctly measure the valve stem in the first place?
This is one of those topics that has brought about much debate for some reason. Valve Refacing Machines use Chucks to hold the valve by the valve stem and they have what is called “Minimum Valve Stem Length” that they are able to hold on to. But how exactly do you determine if that “Minimum” is going to be good enough for your needs if you don’t know how to correctly measure the valve stem in the first place?
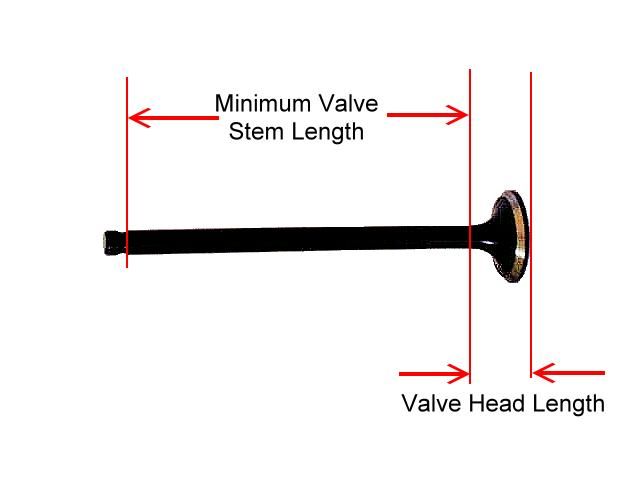
Not to worry. This image below says it all for you.
The Minimum Valve Stem Length is the distance from below the “keepers” groove to before the taper for the Valve Head begins.
This is the area where the valve chuck can grab onto the valve stem to hold it securely during a grinding operation. And there are several different schemes for holding a used valve in such a way that the “centerline” is correctly achieved.
The Kwik-Way Chuck Advantage
Every Kwik-Way chuck features two sets of balls - 3 to a set - which grip the valve stem on that part which travels in the valve guide.
Independent studies have concluded that the Kwik-Way Centerline System grinds valves with greater accuracy than other collet, conical-centering or centerless chuck design machines..
The Kwik-Way “Centerline System” is the only way to correct and align valve faces to that portion of the valve stem operating in the guide. Unless a valve is scientifically aligned, the valve face will be ground eccentric to its true center. A new valve is true and mechanically accurate in all its proportions.
The valve face and stem are concentric with the same centerline.
Warping occurs only in that part of the valve that is subject to extreme heat - the portion above the guide and in the valve head. To correct a warped valve so it will function properly when replaced in the engine, the valve face must be restored to concentricity with the portion of the stem that operates in the guide. The “Centerline System” assures this alignment and accuracy.
Related posts

Tips to Improve Your Valve Grinding
Productivity and accuracy are the goals to strive towards when performing valve grinding operations. Here are some "Pro Tips" to help you get the most from your engine valve grinding process.

How to Identify Your Kwik-Way SVS Valve Refacer
There were several various flavors of SVS Valve Refacers over the past 30 years. It can be a little difficult to identify which model you have. This page will help you to determine exactly which model you have.

Valve Rotation Slows or Stops While Grinding
When your valve stops or slows down while you are grinding there is a simple reason and solution for this. It most commonly happens after having the assembly apart during a service but can also happen on it's own. However, it's very rare for this to just start happening on it's own.

Valve Grinder Finish Problems?
Here are several things to check when you are getting a less than perfect finish of your valves. This is part of the regular maintenance of the machine and often overlooked.