Crack Repair: Restoring Cracked Blocks and Heads
Cracked cylinder heads or engine blocks can be a cause for concern, but the severity of the issue depends on various factors. The size and location of the crack, as well as the value of the casting and the cost of repair versus replacement, all play a role in determining the best course of action. In this article, we will explore the techniques and considerations involved in crack repair for engine castings.
Importance of Inspection
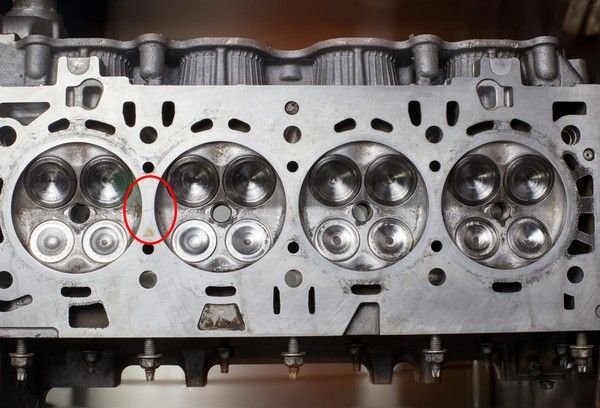
Before diving into crack repair, it is crucial to thoroughly inspect the cylinder head or block for any signs of cracks. Magnetic particle inspection techniques can reveal most surface cracks in cast iron blocks and heads, whereas penetrating dyes and pressure testing are recommended for identifying cracks and porosity leaks in aluminum castings. Pressure testing at 10 to 40 PSI is typically sufficient to uncover any significant leaks or cracks. It is worth noting that cracks often extend beyond what is visible on the surface, so it is essential to closely examine the casting to determine the full extent of the damage. Cracks can appear in highly stressed areas of the casting, such as between valve seats, in the combustion chamber, or in the exhaust ports. Cracks in the block may occur between cylinders, in the cylinder walls, or around the main bores and crankshaft. The severity of the crack depends on the thermal stress and mechanical load on that specific area.
Cold Crack Repairs
Cold crack repairs involve the use of pins or plugs to fix the cracks in cast iron, cast steel, or aluminum components. The choice of repair technique depends on the type of metal, the location of the crack, and its size.
![[452-2607-80] G SOLID DSL.IRON.PLUG](https://ia.irontite.com/DfDxGPW3w6tRYvoipeA7nweBLXdlz-mfGX0Rb6vS/452-2607-80-g-solid-dsl-iron-plug.jpg)
Plug or Pinning Techniques
Pinning is a common method used for crack repairs in cast iron and cast steel components. It involves drilling, tapping, and installing threaded pins or tapered plugs. Aluminum pins are suitable for repairing cracks in aluminum heads and blocks, while cast iron or steel pins are used for cast iron components. Straight threaded pins are installed by drilling overlapping holes and screwing in the pins, ensuring they lock in place. Thread sealer is applied to the threads, and the tops of the pins are peened over to seal the crack. Another type of straight threaded pin uses a special directional thread with a shoulder at the top, providing a clamping effect for a tighter grip on the adjacent metal. Tapered pins or plugs, narrower at the bottom and wider at the top, are another option for crack repairs. They wedge themselves into the hole as they are tightened, creating a secure seal. After installation, the tops of the tapered plugs are cut or ground off. For cracks that may spread under heat or load, “locks” can be placed along the crack to stitch and hold it together. Locks, shaped like bowties or flattened beads, are installed perpendicular to the crack.
Irontite Ductile Plugs
In crack repairs, the quality of the materials used plays a significant role in the durability of the repair. Irontite Ductile Plugs, made from high-quality iron, provide a tight and long-lasting repair solution for cracked cylinder blocks and heads. These plugs merge the metal, ensuring a secure and reliable fix.
Welding Options
If cold crack repairs using pins or plugs are not sufficient, welding is another option for repairing cracks in engine castings. Furnace welding, flame spray welding, or TIG welding can be employed depending on the type of casting and the severity of the crack.
Furnace Welding
Furnace welding is a skilled technique used for repairing cast iron heads. The process involves preheating the head in an oven to 1,000 to 1,400 degrees F, ensuring the head is perfectly clean before grinding out the crack. Filler rod of the same alloy as the head is used to fill the crack, and the head is wrapped in an insulating blanket to facilitate slow cooling. The cooling rate should not exceed 200 degrees F per hour to prevent hard spots or additional cracking.
Flame Spray Welding
Flame spray welding, also known as powder welding, is a faster and easier technique for repairing cracks in cast iron heads and blocks. Nickel powder is fed into the flame, melting and fusing to the sides of the crack. This process results in a strong and long-lasting repair, similar to furnace welding. Preheating and slow cooling are still necessary after the crack has been filled.
TIG Welding Aluminum Heads
Cracks in aluminum heads are commonly repaired using TIG welding with argon or helium gas. The inert gas shield is crucial to prevent the formation of oxide coating on the aluminum, which could contaminate the weld. Preheating to 350 to 450 degrees F is necessary, and the head should remain warm during the welding process. Matching the filler rod alloy to the casting is essential for achieving the strongest welds. TIG welding allows for precise control and fusion of the crack with the surrounding metal.
Additional Considerations
When performing crack repairs, it is essential to consider the cause of the crack. Overheating due to a leaky head gasket, water pump, radiator, or coolant hose can lead to cracks. Exhaust restrictions caused by partially plugged catalytic converters or particulate filters can also contribute to engine overheating. Identifying and addressing these underlying issues is crucial to prevent future crack repairs.
Conclusion
Crack repair for engine castings requires careful inspection, selection of appropriate repair techniques, and quality materials. Pinning techniques using threaded pins or tapered plugs are effective for cold crack repairs in cast iron, cast steel, or aluminum components. Irontite Ductile Plugs provide a reliable and long-lasting solution for cracked cylinder blocks and heads. Welding options such as furnace welding, flame spray welding, or TIG welding can be employed for more severe cracks. By understanding the different repair techniques and considering the cause of the crack, engine castings can be effectively restored, ensuring optimal performance and longevity.
For more information on crack repair solutions and the use of Irontite Ductile Plugs, contact us today. Our experienced team is ready to assist you with all your crack repair needs.
Related posts

Irontite Electro Magnet Kit
It's called, "Magnetic particle inspection", and is most often used to inspect cast iron cylinder heads for surface cracks in and around the combustion chambers. It can also be used for inspecting crankshafts, camshafts, and connecting rods.

Unveiling the Role of Heat Tabs in Engine Protection and Warranty Assurance
One of the primary reasons for the integration of Heat Tabs in engine rebuilding is to safeguard engine builders and rebuilders from unwarranted claims of engine failures.

6 Problems You’re Likely to Experience with Your Engine Coolant System
Proper car maintenance involves understanding all the possible car problems. Here are engine coolant system problems your car might have at some point.
What is the Best Cooling System Sealer?
Unlike a typical radiator stop leak product, a cooling system sealer works to fully coat and seal your cooling system all over. This kind of technology has been around since the 50's or maybe even longer.